今回使っているボールネジはC3級、与圧品。バックラッシュは0になっているはずです。実際に測定してみます。

Y軸方向の測定です。テーブルはアルミのためマグネットベースが付かないので適当な金属板をテーブルに固定しています。ダイヤルゲージをスピンドルの金属部分に触れさせています。コンピュータからGコードを入力して0.00mmから1.00mm、2.00mmへと移動させて元の位置に戻します。このとき正確に元の位置に戻っているのかダイヤルゲージで確認します。
X軸方向でも同じ事を行います。
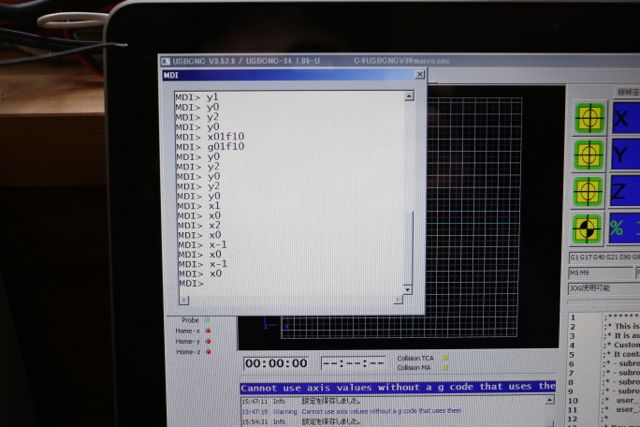
USBCNCのGコード入力画面です。途中の「x01f10」は間違い。g01としたかっただけです。測定した結果。X軸、Y軸両方とも見事に「0」さすが!
mkbtm
メディアアーティスト 真壁友 自作CNCフライス Arduino
