
ちょっと週末は大阪、兵庫、徳島、東京と出かけており作業が進んでません。少しずつ進めないとヤバいです。連休中にNCフライスを稼働させたいです。。。
というわけでテーブルの水平をチェックします。テーブルを縦方向に動かしてチェックします。横方向は溝があるしテーブルに使っているアルミ材がかまぼこ型に湾曲して平面が出てないので、この方法では測定できません。
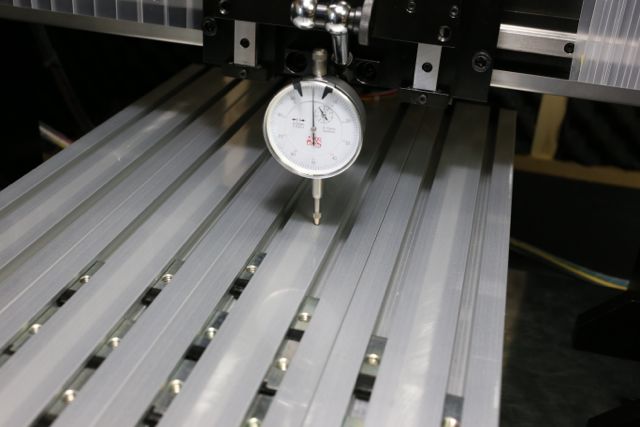
結果、誤差は0.00mmでした。テーブルの端にくると0.05程度の誤差がありましたが、テーブルの端まで使う加工はあまりないと思います。定盤を使った調整で良い精度が出ていたようです。横方向はチェックしてませんが、きっと良い精度がでてると期待します。実際に切削してみれば分かります。
いつのまにかX軸にカバーがついてます。半透明の0.2mm厚ポリプロピレンを折って作りました。端を固定してませんがM4のネジで固定するようになります。普通はゴムのジャバラを使ったりしますが、ゴムのジャバラでは厚さがありすぎます。さらにどこで売っているのか?低価格の標準品といった物は無いようです。そこでポリプロピレンで作る事にしました。20mm間隔でカッターで切り込みを入れ、切り込みに合わせて交互に折っただけです。作るのは簡単だし、低価格だし。気分で色も変えられるし。良い方法でしょ!
 次にX軸とY軸の直角を調整します。Y軸をフレームに固定している6本のボルトを緩めるとセンターに打ち込んだ平行ピンを中心に微小角度の調整が出来る様に設計しています。
次にX軸とY軸の直角を調整します。Y軸をフレームに固定している6本のボルトを緩めるとセンターに打ち込んだ平行ピンを中心に微小角度の調整が出来る様に設計しています。
 スコヤをテーブルに固定してX軸を動かしながらダイヤルゲージの針が動かない様に調整します。この段階ではスコヤを動かしてX軸とスコヤが平行になるように固定します。
スコヤをテーブルに固定してX軸を動かしながらダイヤルゲージの針が動かない様に調整します。この段階ではスコヤを動かしてX軸とスコヤが平行になるように固定します。
 次にダイヤルゲージの向きを変えてY軸を動かしながらX軸とY軸の角度を調整します。ここで問題発生。ボルトの通し穴を直径8.4mmにしていました。これはボルトの通常の通し穴のサイズです。微小な角度しか調整する必要ないだろうから、この穴の遊び0.4mmの移動範囲で直角が出せるだろうと思ったのですが… これが間違い。もうちょっと大きい穴が必要でした。一旦、テーブルを外してY軸のフレーム板を取り外して穴を広げることにします。9.5〜10.0まで広げることにします。で、手持ちのドリルが9.0と10.0があったのでまずは9.0で穴を広げました。つぎに10.0で穴を空けようとしたらあっさりとドリルが折れてしまいました。9.0から10.0は無理があったようです。今日の作業はここまでホームセンタで9.5と10.0のドリルを買いました。
次にダイヤルゲージの向きを変えてY軸を動かしながらX軸とY軸の角度を調整します。ここで問題発生。ボルトの通し穴を直径8.4mmにしていました。これはボルトの通常の通し穴のサイズです。微小な角度しか調整する必要ないだろうから、この穴の遊び0.4mmの移動範囲で直角が出せるだろうと思ったのですが… これが間違い。もうちょっと大きい穴が必要でした。一旦、テーブルを外してY軸のフレーム板を取り外して穴を広げることにします。9.5〜10.0まで広げることにします。で、手持ちのドリルが9.0と10.0があったのでまずは9.0で穴を広げました。つぎに10.0で穴を空けようとしたらあっさりとドリルが折れてしまいました。9.0から10.0は無理があったようです。今日の作業はここまでホームセンタで9.5と10.0のドリルを買いました。