
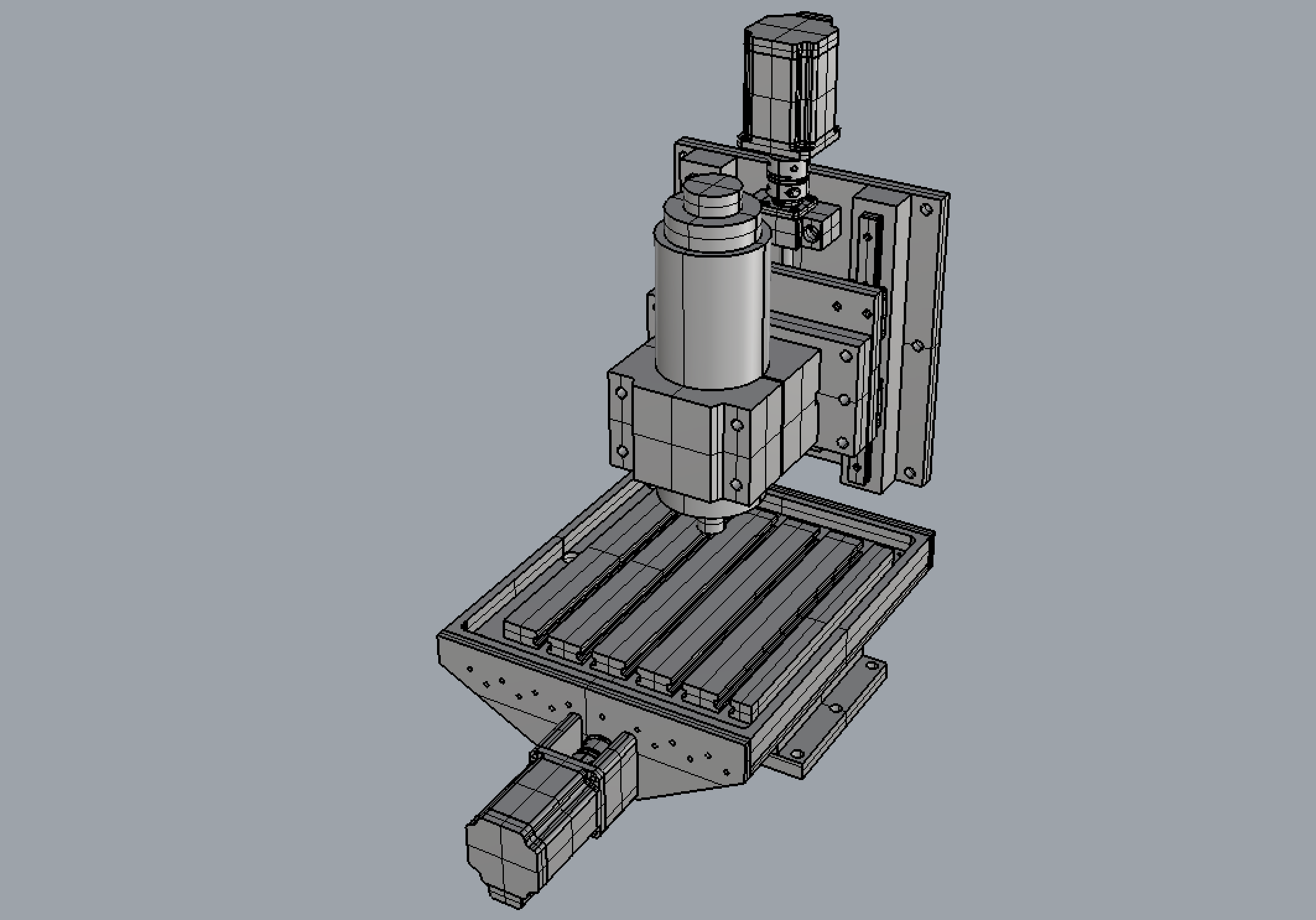
 スピンドルの取り付け部分の検討に入ります。スピンドル部分にもY軸と同様に角度微調整のための機構を入れます。スピンドルとZ軸部分で考えるとスピンドルの回転軸の調整とZ軸の移動軸の調整の2カ所があるこことになります。
スピンドルの取り付け部分の検討に入ります。スピンドル部分にもY軸と同様に角度微調整のための機構を入れます。スピンドルとZ軸部分で考えるとスピンドルの回転軸の調整とZ軸の移動軸の調整の2カ所があるこことになります。
タック技研のスピンドルのマウントには取り付けネジも入ってきますがM8 x 130というボルトになっています。マウントのネジの貫通穴は110mmの長さがあります。20mmの長さで取り付けることになります。スピンドルの取り付けプレートは余裕を2mmもたせて22mm厚とします。
中心に平行ピンを打ち込み、このピンを中心に左右に角度を微調整できるようにします。前後方向はシム板を挟んで角度調整することにします。
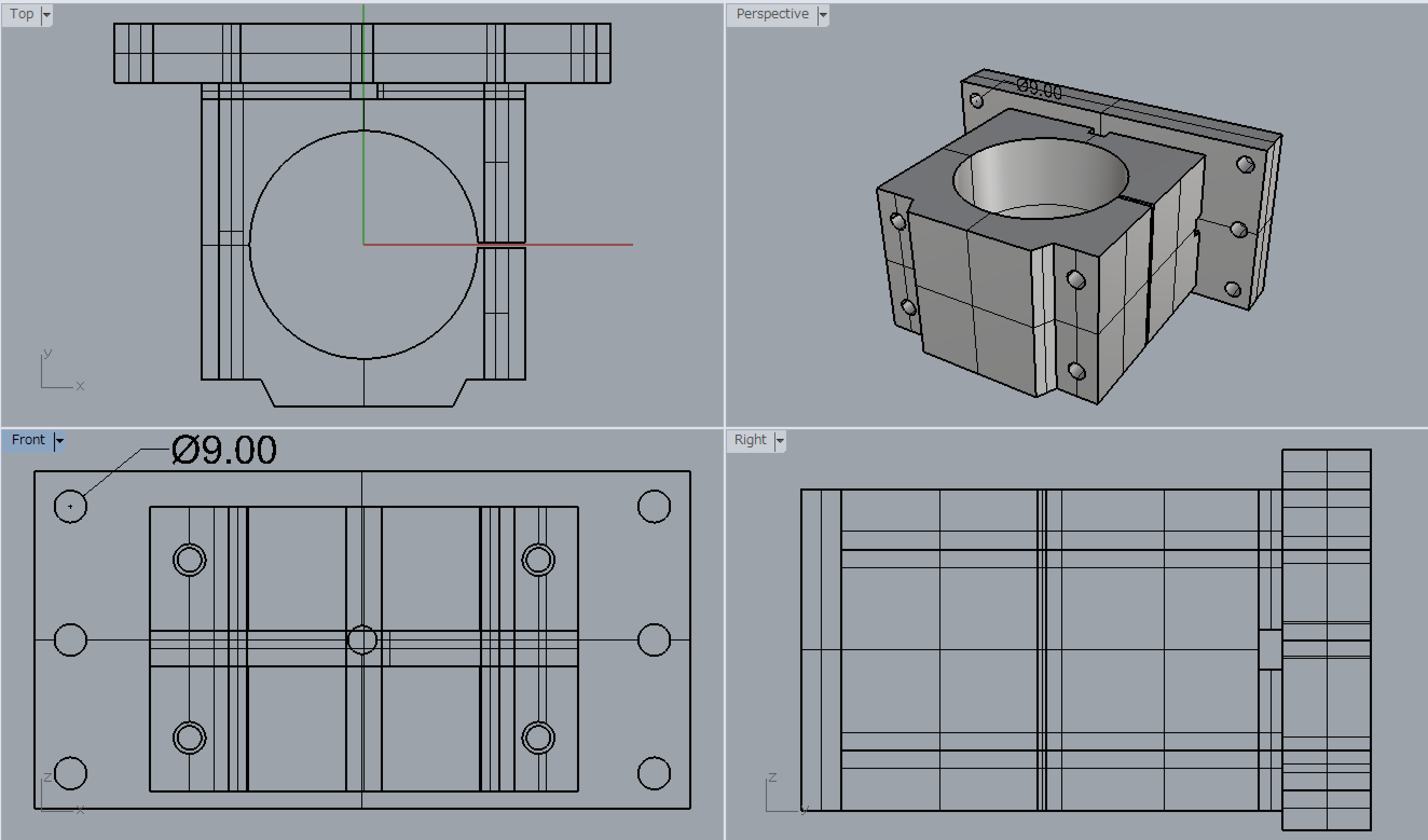
上図はスピンドルマウントとそれを取り付けるプレートです。9mmの穴にM8のボルトを入れて角度の微調整を行えるようにします。
次にこのプレートとZ軸のリニアガイドのブロックを繋ぐためのプレートです。
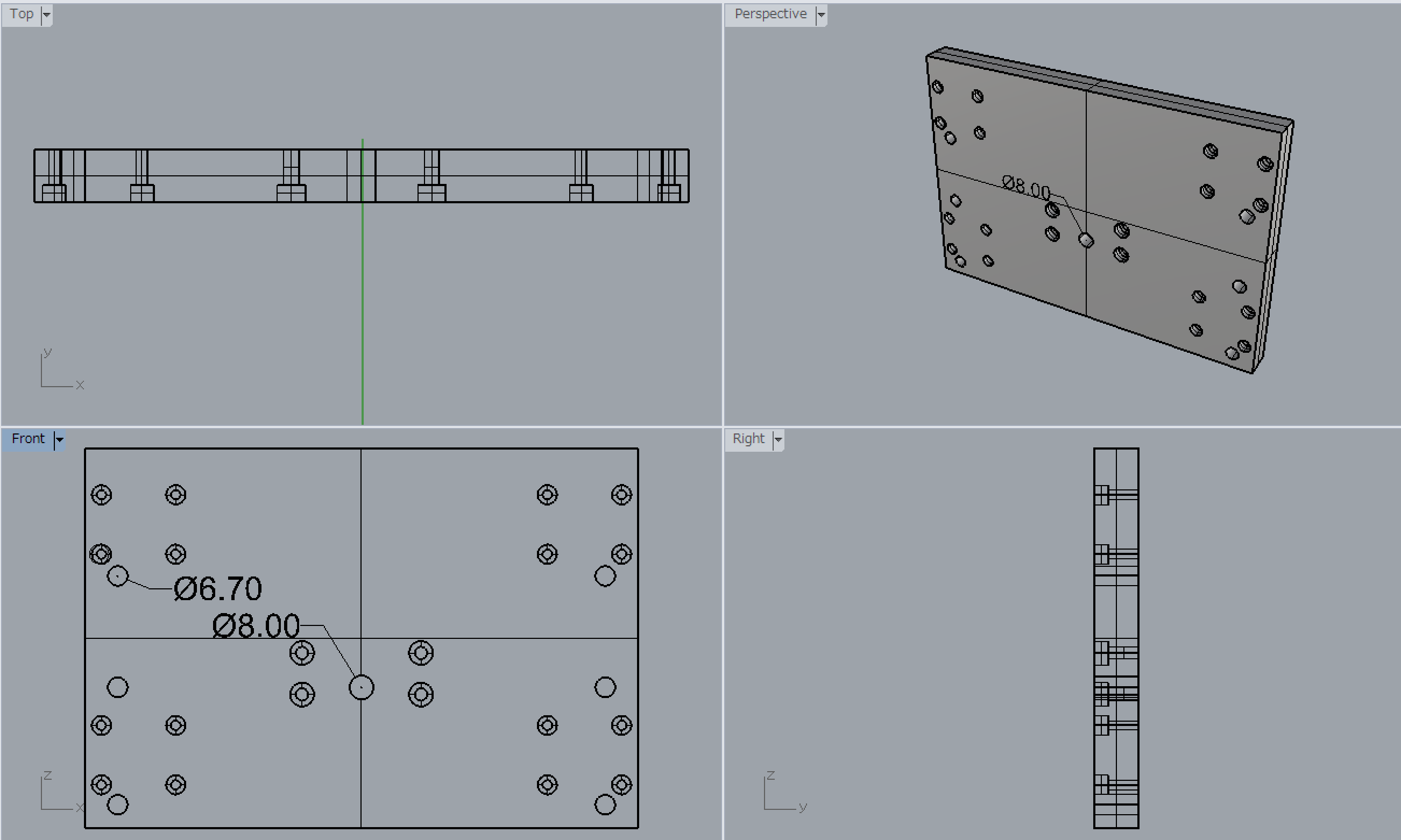
直径6.7mmの穴はM8でネジを切るための穴です。中央のやや下にあるのは平行ピンを打ち込むための穴。直径8mmのピンを入れるのであればリーマーで7.98mmに仕上げて圧入します。
4角のザグリの穴はリニアガイドのブロックを固定するためのM3の穴。中央のザグリ穴はナットブラケットを固定するためのM4の穴。これらを作るには2本のリニアガイドの距離を決めておく必要がありましたが、下記の様に決めてありました。
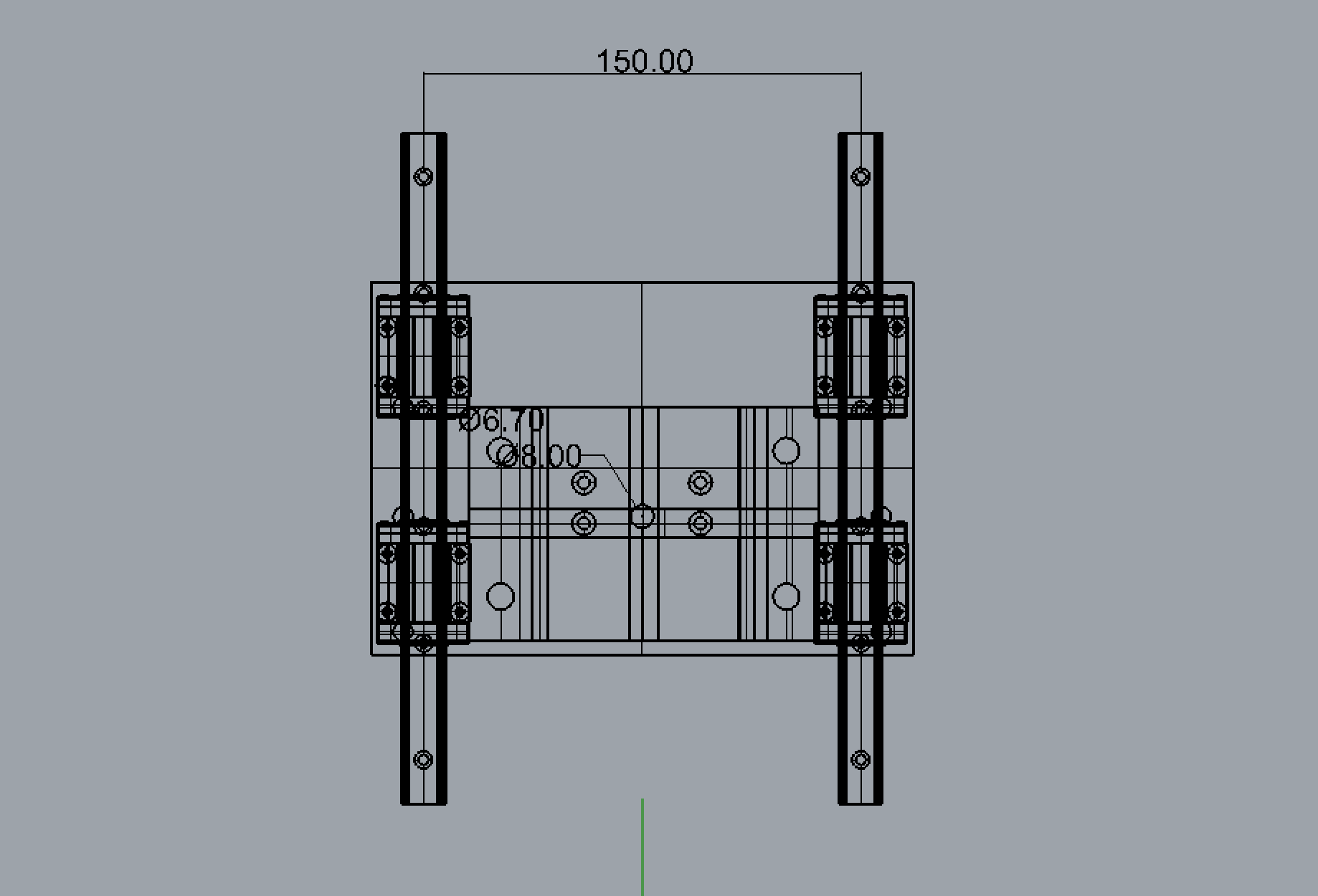
スピンドルの固定金具を挟む様にして、切りの良いところで150mmにしてあります。
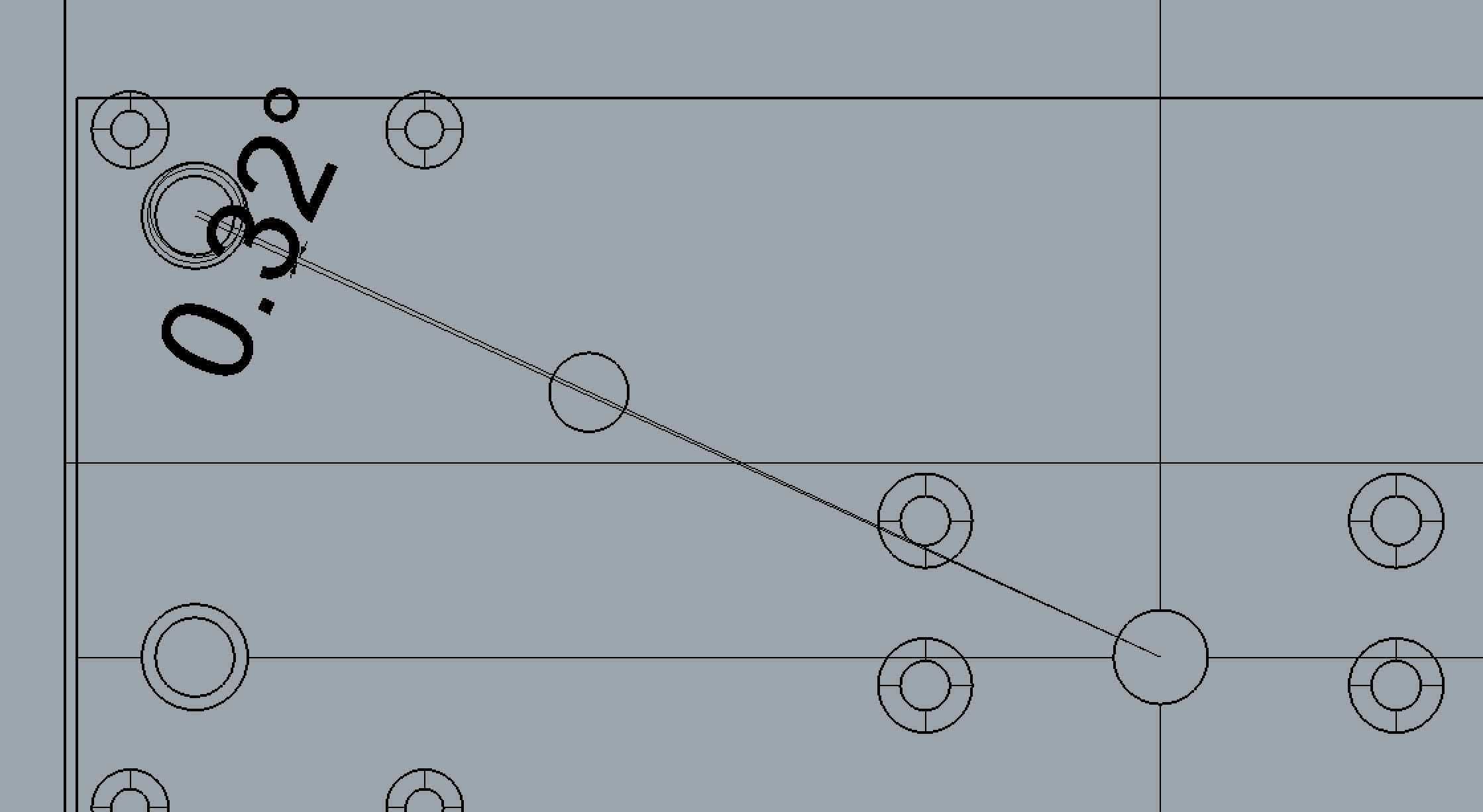
ちなみにこの方法で調整できる角度ですが、図で確認すると0.32度となります。
この0.32度はスピンドルに10mmのエンドミルを装着した時で考えると下図のようになります。図はスピンドルを0.32度傾けた時です。
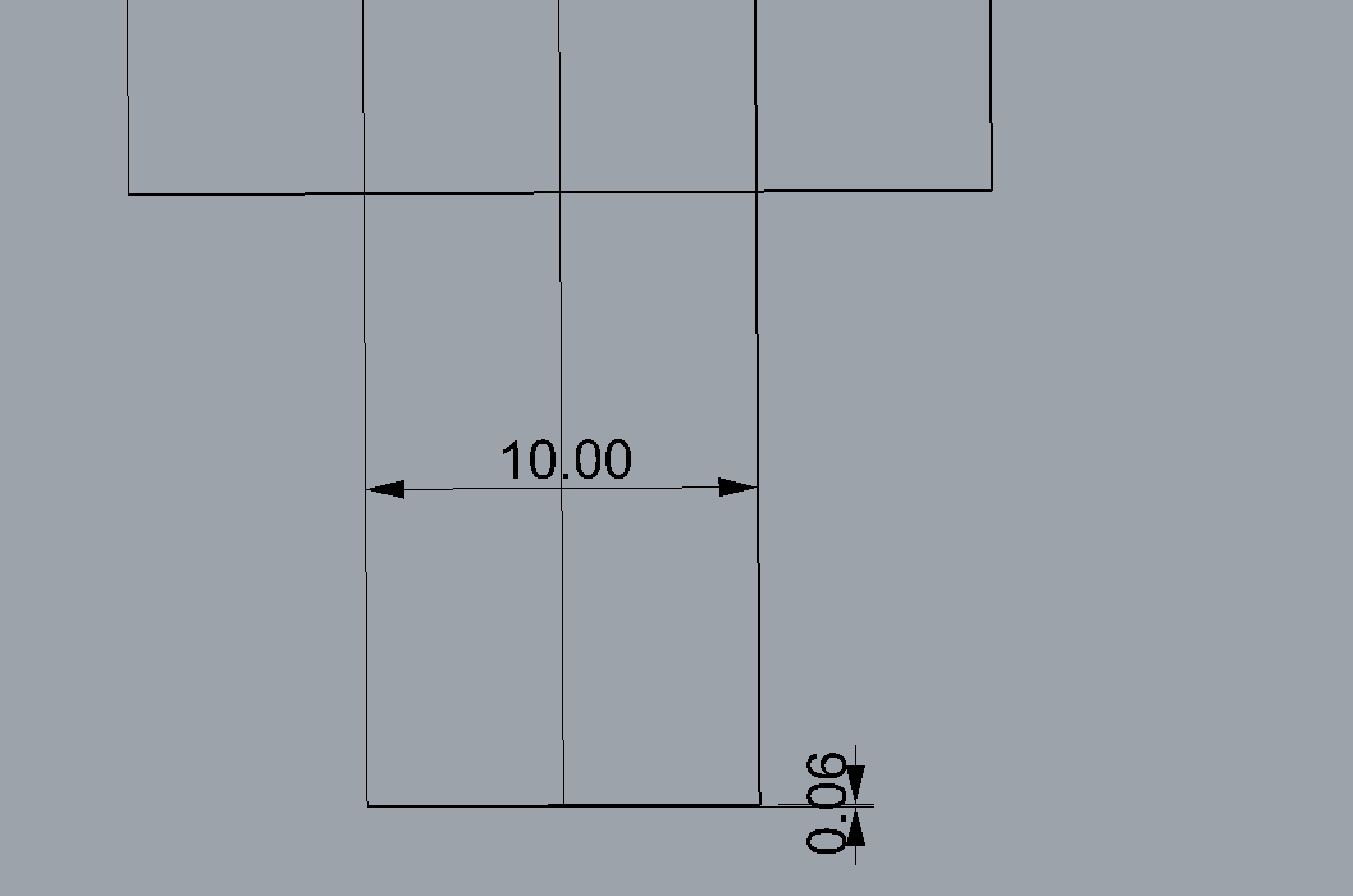
傾けた状態で切削すると0.06mm(60μ)の段差が出来ることになります。これを0に近づける様に調整します。調整する時にはダイヤルゲージを使いスピンドルに咥えて調整します。その時には直径50mm程度の円で調整することになるので、さらに大きく変化を見ることになります。ダイヤルゲージの目盛は1/100mmですが針の動きではさらに細かく1/1000mmまで目視できます。前後方向の傾きは取り付け部にシムを挟んで調整します。シムというのは極薄の金属板です。板状のものやボルトを通すための穴が空いたリングシムといった物もあります。0.01、0.02、0.05、0.1、0.2のシムを揃えて置くと便利です。シムの購入はこちら

他にもリボン状になったシクネステープといった物もあります。